



简约不浮华,不简单实用。我们的不锈钢丝厂家批发零售产品视频用直观的方式展现产品的实用性和价值。
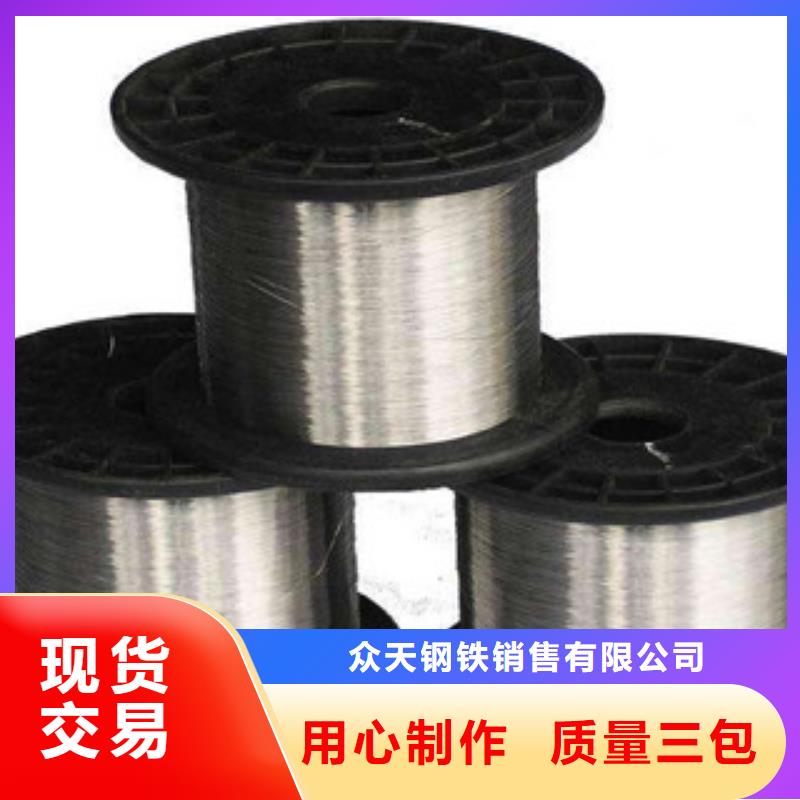
以下是:不锈钢丝厂家批发零售的图文介绍
巨朗实业有限公司本着重合同、守信用的原则,竭诚为用户提供优良的 周口鹿邑不锈钢丝产品,真诚的服务,促进用户与浩大钢板库的共同繁荣,为中国乃至世界 周口鹿邑不锈钢丝事业的发展做出新的、更大的贡献。
秉承诚信、稳健、创新的价值观,甘于服务、善尽责任,人品、精品、责任是我们永远的追求,以客户管理系统为平台,构建客户满意的服务体系。




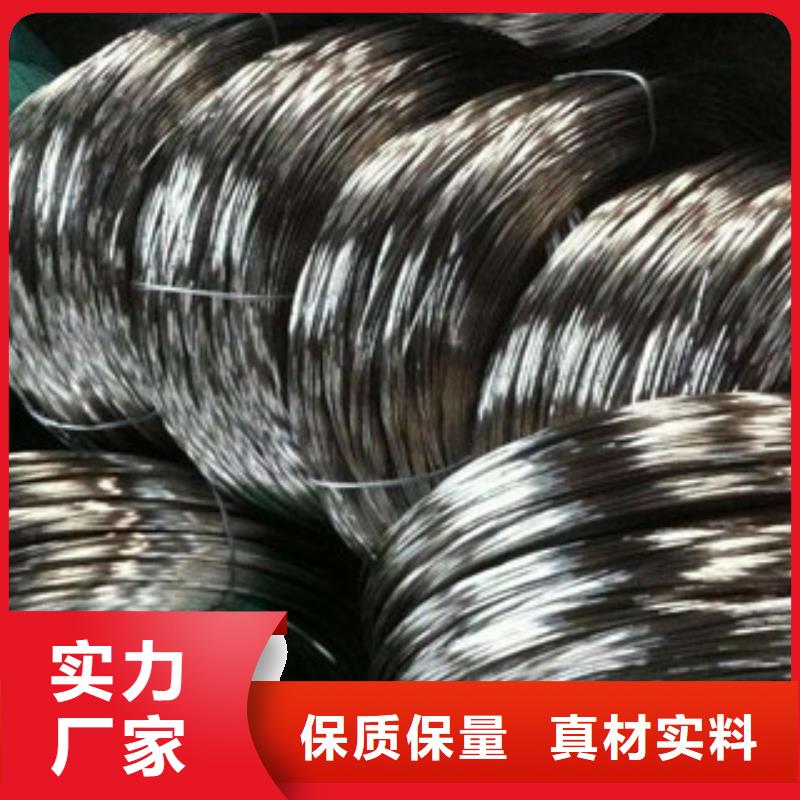
在拉拔过程中,作用于出模口处被拉拔金属丝单位横断面积上的拉拔力的拉拔应力σ1。为了使金属在模孔内发生塑性变形,拉拔应力σ1必须大于模孔内变形区中金属的变形抗力σT;而为了防止金属丝出模孔后继续变形被拉细或拉断从而破坏稳定的拉拔过程,拉拔应力σ1必须小于出模孔后的被拉拔金属丝的屈服极限σs,因此实现拉拔过程的条件通常表示为:σT<σ1<σs。把以与们的比值K称为拉拔过程的系数。条件经受了冷拉拔的金属丝产生明显的变形硬化,它的屈服极限σs值接近其强度极限σb,在生产中常用σb值代替σs,因此实现拉拔过程的条件也可以表示为σT<σ1<σs;拉拔过程的系数K也可用σb与σ1的比值表示。系数拉拔过程的系数K值一般在1.40~2.0间,K<1.40表示拉拔应力σ1过大,出模孔后的金属丝可能继续变形出现拉细或拉断现象,拉拔过程不稳定;K>2.0说明拉拔应力σ1较小,道次拉拔变形量过小,拉拔道次增多。在拉拔丝径小于0.05mm的超细金属丝时,穿模困难,为了提高拉拔过程的稳定性、减少拉断及穿模次数、提高拉拔生产效率,可采用系数K值大于2.0。



对于不锈钢丝绳的生产工艺而言,如果对某些生产工序进行一些改变,完善某些细节的处理,生产出来的不锈钢丝绳的品质有时能够有了不少的。对此,亚盛今天就来与大家分享一下我们的一些经验。1、应依据内层绳直径配丝,内层绳捻制时,外层各股间要留有充足的空隙,避免不锈钢丝绳在使用时内侧股间互相挤压,以致变形。2、内层绳出产时要稍松些,不锈钢丝绳大多是分层捻制的,假如内层绳捻制欠好,在捻制外层绳时,内层绳的股会出现起套现象,同时因为外层绳的扭转力矩要大于内层绳的扭转力矩,所以内层绳出产时要稍松些。3、外层绳捻距倍数比内层绳大,改动内层绳的捻向及各层股的捻向,减小内层绳的捻距。要经济、地使用好不锈钢丝绳,就需要从以下几个方面正确地选择使用不锈钢丝绳。

